1.1 Shell and tube heat exchangers
Depending on the purpose of shell and tube equipments can be used as exchangers, coolers, condensers and evaporators; they are produced single - and multiple passage heat exchangers.
The advantage of this type of equipments are ease of fabrication and operation; reliability and versatility in the work; equipments of this type can be used in a wide range of temperatures and pressures, and any combination coolants.
Shell and tube equipments are made of five variations:
- with fixed tube sheets;
- with temperature compensator on casing;
- with floating head;
- with U-shaped tubes;
- with floating head and a compensator on floating head (Figure 1.9).
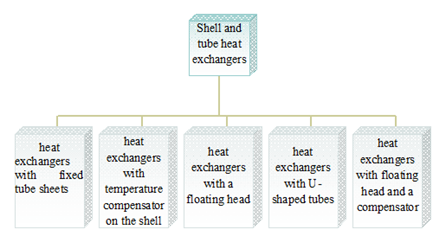
Figure 1.9 –The types of shell and tube heat exchangers
The main construction elements of the shell and tube equipments.
The basis of the shell and tube heat exchangers typically comprise the tubes of circular cross section, encased in such a way that the axes of the tubes and the shell are parallel. The most important elements of the construction of heat exchangers are tube bundles, shell, inputs, outputs and rotary cameras, as well as tubes, which implement coolant supply and drainage.
Shells and backing.
The shell of the heat exchanger is a shealth which accommodates interacting coolants in contact (mixing) equipments, as well as the tube bundle in the surface of equipments.
Typically, the shell has a form of a cylinder, inside which there are placed tube heat transfer surface and the coolant is circulated. Cylindrical ferrule is widely used because it is easy to manufacture and consumption of material is rational. Ferrule of the shell is made of steel sheet corresponding to the size of the workpiece, the edges of which are connected longitudinal weld. Small casing pipe (with a diameter up to 0.6 m) can be made from the corresponding solid pipe length. Shells of condensers, oil coolers and coolers ejectors are made of flat steel sheets. The sectional shape of the shell equipment is determined, primarily, by accepted of the tube bundle.
The coolant enters the casing pipe through the inlet and out through the outlet. Nozzles are usually made of standard pipes that are welded to the shell. Where the required uniform distribution of coolant along the length or perimeter of the shell, as well as protection tubes from the dynamic effect of the flow, the special constructed elements are used - concentric crowns, steam jackets, etc. Nozzles can have a flange for connection of inlet and outlet pipes.
The shells of heat exchangers can be affected by the thermal tension resulting from different thermal elongation of the tube bundle and shell. To reduce these tension on the hull mounted lens are compensators.
The shell thickness is calculated based on the amount of allowable tensions and conditions of stability forms. To stiffen the shell large sizes welded edges are amplified.
Maintaining a high level of heat transfer coefficient in the equipment with condensation is one of the heat transfer that requires the removal of the annulus of non-condensable gases, which shells of the equipment are equipped with special nozzles and fittings.
The shells of heat exchangers are mounted on different backing, depending on the spatial orientation of the equipment, its weight and size, as well as its place in the turbine layout.
Equipments with a flat bottom can be mounted directly to the foundation. Vertical equipments have often as backing individual paws in an amount of not less than two, which are rigidly connected to the shell and rely on special constructions, so that equipment is suspended.
Horizontal equipments are mounted on welded saddles, which are placed in the lower part of the shell and can be either detachable or fixedly connected to the equipment.
Water box.
Water box intended for the supply and removal of cooling (heated) water as well as its distribution on the surface of the heat exchange tubes of the equipment. Water box attached to the shells by equipments by welded or flanged connections. The sectional shape of the water box determined layout and size of the tube bundle and the shell of equipments should provide minimum tensions in the metal, as well as possibly lower flow resistance values. Depending on the number of strokes per unit of water, the water boxes are separated by deaf partitions to the required number of compartments. Water boxes are made of the same metal as the shell casings.
Water boxes of the heat exchanger frequently performed welded, which are integral with the shell, that allowing to maintain a high sealing equipment. In this case, cover of water boxes are usually performed as removable.
For equipments with the cylindrical shells are applied bottom-cover which are standardized and uniform, elliptical, hemispherical, flat and flanged for high-quality connection with the shell. The wall thickness of the convex part of the bottom is usually taken as the thickness of the cylindrical portion of the bottom to make the tension in both parts of the bottom are identical.
The lowest estimated thickness have spherical bottoms. However, the cost of manufacturing of the spherical bottoms is the highest. Elliptic bottoms are better resist to internal pressure if curves are half of the meridian section of an ellipse with a major axis equal to the diameter of the shell, and a minor axis equal to twice the height of the convex portion.
On the cover of water boxes operate great effort of the water pressure. To reduce the thickness of the bottoms of the wall anchor ties installed in the water boxes, and also serve to reduce deflection of the tube board.
Tube boards and intermediate partitions.
Tube boards of heat exchangers are constructed for tube mounting of the surface of heat exchange and combining them into a bundle. Tube board is a plate shaped in conformity with the cross-section the shell of equipment and its water boxes. The number and location of holes for tube of the surface of heat exchange defined by accepted arrangement of the tube bundle. Mounting tube board to the shell of the equipment is made either by welding to the shell, either by pinching it between the steel flanges of cover and the shell with gaskets to seal (Figure 1.10).
|
а) between flanges |
b) tipping |
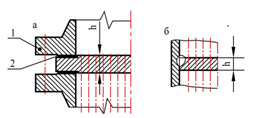
1 – flange, 2 – gasket
Figure 1.10 – Mounting tube board to the shell of the equipment
Tube boards experience a load of difference in coolant pressure in the water boxes and the annulus. Elastic foundation for the tube board are the shell flanges and tube of the surface of heat exchange of the equipment. In addition, the tube board is often served for its discharging, based on the water box cover. The thickness of the tube board of the determined flexural strength conditions is calculated based attenuation cross section of the tube plate holes and in view of strengthening the tube board.
Intermediate baffles provide the necessary way to the outer flow heat transfer of tube bundle, increases the velocity of the annular coolant, prevent sagging and high vibration of the tubes tightening shell of equipment, and in vertical equipments with vapor condensation contribute to a condensate drain and a decrease in the average thickness of the condensate films on the tubes, which in turn improves the rate of the heat transfer.
The thickness of the intermediate baffles is generally in the range of 8 to 25 mm, which depends on the type of equipment and vibration characteristics of the beam tube. The placement of holes in the intermediate baffles, through which the tube is the same as in the tube board. The holes should have a diameter of typically 0.2–0.4 mm and larger than the outer diameter of the tubes. The edges of the hole should be rounded fillet to reduce wear rate of the tube at friction in their septum holes. In the areas which are not occupied by pipes in the partitions of the window, sometimes performed to align the distribution of coolant in the annulus along the length of the equipment.
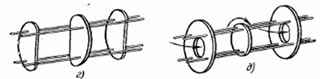
Intermediate baffles (Figure 1.11), which are placed in the space between the tubes of heat exchangers are constructed for organization of coolant flow in a direction perpendicular to the axis of the pipe, and increasing coolant velocity in the annulus. In both cases, increasing the coefficient of the heat transfer on the outer surface of the pipe.
|
а) continuous |
b) with sector groove |
c) with a slit groove |
|
d) with a segment groove |
e) ring type |
Figure 1.11 – The types of the intermediate baffles
The intermediate baffles are usually mounted in the annulus of condensers and evaporators, in which the coefficient of the heat transfer on the outer surface of the pipes is much higher of the coefficient on their inner surface. In this case, the baffles act as poles of the tube bundle fixing tube at a predetermined distance from one another and reduce the vibration of pipes.
Tubes and methods of attachment.
The tubes surfaces of heat transfer are one of the most critical elements of the heat exchangers. The heat exchangers are used with straight, U- and P-shaped, and also with spiral tube. Currently, the majority of the heat exchangers for various purposes are equipped with extruded seamless tubes with an outer diameter of 12 mm to 30 mm, which are made of a non-ferrous metal (brass and other copper-nickel alloy) and stainless steel. The thickness of the tube wall, in most cases, is 1.0 to 1.5 mm and sometimes they are applied to the tube wall thickness of 0.75 mm, and the peripheral rows with tube bundles are sometimes installed pair of inlet side tubes with a wall thickness of 1.5 to 2.0 mm, and have large reserves of strength and durability.
The tubes of a smaller diameter are not practical application, despite the fact that the compact of equipment with a decrease increases in tube diameter. This is due to the increase in the complexity of manufacturing and assembly, as well as cleaning of equipments in operation.
An important requirement for the surface of the heat exchange of the tubes is their resistance to corrosion. Corrosion of the tubes is a factor which lowers the efficiency of heat exchange, and the reliability of the equipments as a whole. The tubes can corrode both sides, for example with water - under the influence of the cooling water and with steam - under the influence of steam and condensate. The resulting corrosion fistulas and cracks lead to the ingress of cooling (heating) water in the condensate, which is absolutely unacceptable, especially for capacitors and network water heaters.
To intensify the heat exchange sometimes use turbulizer – elements, turbulence or depleting coolant boundary layer on the outer surface of the tubes. The desire intensified heat transfer from an ineffective the coolant (gases, viscous liquid) led to the development of various constructions of the finned tubes. It is found that not only the fins increases the surface of the heat transfer, but also the coefficient of the heat transfer of the finned surface of the heat carrier due to the flow of the turbulence edges. At the same time, however, it is necessary to take into account the increase in the coolant pumping costs.
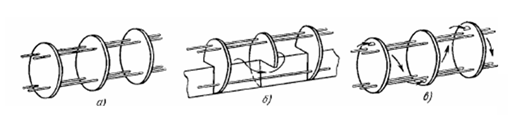
The tubes are applied with longitudinal (Figure 1.12, a) and the split (Figure 1.12, b) ribs, transverse ribs of different profile (Figure 1.12, с). Fins on the tubes can be made in the form of spiral ribs (Figure 1.12, d), needles of varying thicknesses, etc.
One of the main factors that determine the reliable operation of the heat exchangers is to ensure that the density and strength of the tubes connection to the tube boards. Mounting tubes in the tube boards must be sealed and durable throughout the range of modes operation of equipments. Mounting must ensure a smooth entry into the cooling water tubes in order to avoid cavitation erosion of ends of the tubes and the increased flow resistance, good contact with the tube boards to reduce corrosion of the tubes, as well as easy replacement of tubes without damaging tube boards during repairs.
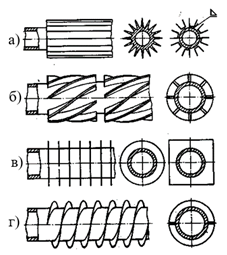
Figure 1.12 – The tubes with fins
Currently, widely used three basic types of connections:
- milling of the tubes into the tube boards (Figure 1.13, а – e);
- tube welding with the tube board (Figure 1.13, f – h);
- combined (milling with welding or welding with followed milling, Figure 1.13, i – k).
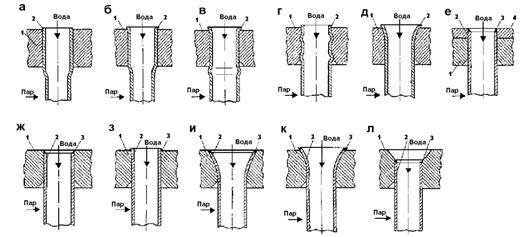
1 – tube board; 2 – tube; 3 – milling; 4 – cladding layer
Figure 1.13 – Methods of fixing the tubes in the tube boards
Most heat exchangers are produced by domestic factories, and use one type of tubes fastening in tube boards - milling. Such attachment is a strong and tight connection, which is formed by the end of the dispensing tube milling up to the contact between the tube wall and the hole wall in the tube board. Milling tubes are produced by a special tool - by milling.
When plural tubes happen there occurs plastic deformation with increased inner and outer diameters of the tube, whereby on the surface of the tube with the elastic tension arise providing connection strength and density.
The layout of the tube bundles
The layout concept includes both the actual configuration of the tube bundle in the boundaries of the tube board and the vapor space, compactness, density and depth of the characterizing placing tubes. From correctly selected layout of the tube bundle depends on the efficiency of the equipment in terms of minimizing aerodynamic drag and the uniform distribution of heat transfer parameters in the bundle.
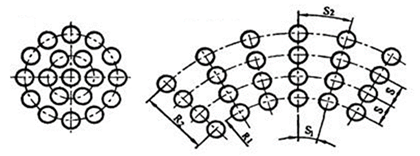
Placing tubes in the tube bundle is determined by the manner and breakdown step. There are the following ways of breaking down the tubes in the tube bundle (Figure 1.14): chess and its special case - a triangular; corridor and its special case - square; radial; in concentric broken circles. When the triangular axis of broken tubes are placed at the corners of an equilateral triangle that ensures greater strength of the tube board at a predetermined flow area for coolant flow in the annulus than in the broken square, but at the broken square facilitated production technology and some service operations.
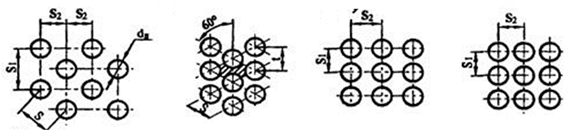
|
а) chess |
b) triangular |
c) corridor |
d) square |
|
e) concentric circles |
f) radial |
Figure 1.14 – Methods of the tubes breakdown
The breakdown step S is a distance between the axes of adjacent tubes. The reduction step lead to reduce the dimensions of the equipment, but limited by the strength of the tube boards and the amount of aerodynamic and hydrodynamic resistance of the tube bundle.
The practice of construction equipments often use the concept of relative step, step ratio staked to the outer diameter of the tube. As the analysis of the different constructions of heat exchangers for the currently used methods of fastening of tubes in tube boards in the range 1.25–1.60.
Chess and corridor breakdown of the tubes characterized transverse and longitudinal steps (S1 and S2). A special case of a breakdown of chess tubes is triangular when adjacent tubes are placed in the axis with a side of equilateral triangle is equal to the step S. Triangular breakdown is the most common. When square breakdown of the axis tubes are placed in the vertices of a square with a side S. However, at the same step and at the same area of the tube board with a triangular breakdown can be placed at 15.5% more tubes than with square. Thus, for the same values of diameter and step of the tube bundles with a triangular breakdown is more compact than with square.
For evaluation of compact construcrion of equipment is often used the specific surface of the heat exchange - the surface of the equipment per unit volume (1 m length of the tube).
The area of the tube board cannot be fully utilized to accommodate the tubes, since it is necessary to have a free space on the tube board for the installation of bafflers, anchor connections in the equipments, guide boards and other construction elements in the space between the tubes.
In many cases, the tube bundle is divided into the parts, each of which is heat transfer flowing inside the tubes and does not change direction. These parts are called strokes.
The spatial configuration of the tube bundle defines a shell side flow sections for the coolant and therefore affects the distribution of pressure and velocity fields in the tube bundle, from which in turn depends on the level of thermal efficiency of the bundle. With the same surface of the heat transfer of tube bundles can be created with different values of aerodynamic resistance and heat. The more developed the periphery of the bundle, in which there is leakage of the coolant, the smaller the depth and density of the bundle, the better conditions for the heat exchange. The arrangement of the tube bundle must also take into account the specifics of the heat exchanger.
Heat exchangers with fixed tube sheets.
This is the most common variety. Heat exchange elements (shell, distribution recamier and cover) are fixed by means of flanges or welding.
Two-way horizontal heat exchanger with fixed tube sheets (Figure 1.15) consists of a cylindrical welded shell 5, the distribution recamier 11 and two covers 3.
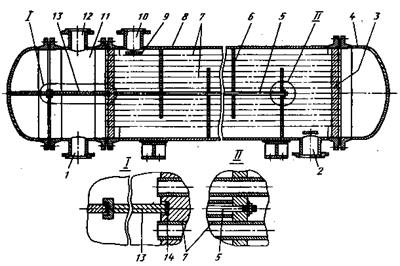
Figure 1.15 – Two-way horizontal type heat exchanger
The tube bundle is formed by tubes 7, embodied in the two tube sheets 3. Tube sheets are welded to the shell. Covers, distribution recamier and shell are connected to the flanges. In the shell and the distribution recamier exist chokes for the input and output of the heat transfer from tube (chokes 1, 12) and the annular (chokes 2, 10) spaces. Sheet 13 forms a distribution recamier passages of the coolant through the tubes. To seal assembly of the longitudinal walls connected to the tube sheet gasket 14, which are arranged in a lattice groove 3.
Heat exchangers of this group are made for nominal pressure 0.6 - 3.0 MPa, diameter 159 - 1200 mm, with the surface of the heat exchange of up to 960 m2; their length up to 10 m and weight up to 20 tons. Heat exchangers of this type are used to a temperature of 350 °C.
Since the intensity of heat transfer in cross flow of the tubes heat transfer medium is higher than at the longitudinal annulus in heat exchanger mounted fixed transverse partitions 5 ties 6, providing a zigzag unit length movement of the coolant in the annulus.
At the entrance of the heat exchange medium in the annulus is provided bump 9 - round or rectangular plate that protects the tubes from the local erosive fraying.
Heat exchangers are distinguished by the number of coolant passages through the tubes. There are produce one-way and two, four and six-way heat exchangers.
A feature of this type of equipments is that the tubes are rigidly connected to the tube sheets (Figure 1.15) and grating - wth a shell. In this connection, it excludes the possibility of reciprocal movements of tubes and shell; so the equipments of this type is also called the heat exchangers of the rigid structure. There are several options used for mounting the tube plate and the shell. Fasteners are made through a flanged connection or by welding.
With the first variation, the equipment can be easily assembled and disassembled for cleaning and replacing the tubes. The disadvantage of this method is that when the output pads may fail mixing coolants flowing through the pipes and into the annulus. This may lead to emergency. When using heat exchangers to maximize the exchange is necessary to ensure a minimum clearance between the inner wall of the equipment and the tube bundle. For this purpose, special devices can be installed by the fillers, it can be welded to the shell, longitudinal plate or blind tubes.
Advantages: simple structure and relatively low cost.
Disadvantages:
1) The inability to clean the outer surface of the tubes from contaminants, as the tube sheets are rigidly connected with the shell. Therefore, a clean coolant are recommend to direct in the annulus;
2) A significant difference between the temperatures of tubes and shell in these equipments leads to greater elongation in comparison with tubes and shell, it is resulting in the occurrence of thermal tension in the tube sheet 5.
To avoid this factors, the heat exchangers are recommended when the difference is not more media 50 °C and at relatively small length of equipment. To prevent thermal strains, it needs to comply with the order start. First, the coolant should be directed into the annulus, and after temperature equalization of shell and tubes should be directed to the coolant tube. If the temperature difference between the heat exchange medium is greater than 50 °C, it is recommended to use heat exchangers with temperature compensated voltage.
Heat exchanger with an expansion joints on the shell.
In the equipments of this type on the shell are mounted extenders or expansion joints. They are welded between the two parts of the shell. A drag reducing fairings further welded or distributors stream. Fairings or valves welded on the inlet side coolant in the annulus. The equipment is used by several types of expansion joints: lens expansion joints, expansion joints of the two hemispherical elements; parallel flat tubes; toroidal.
The presence of the expansion joints on the shell prevents thermal deformation during expansion and contraction of the tubes. Number of compensating elements will be determined by means of the temperature difference.
The most common lens expansion joints, one or multi-part. They are produced in two ways: either by reversion short cylindrical shells, welded or of two half lenses which are made by stamping. Toroidal expansion joints are made of tubes, so they are easier and cheaper to manufacture. The disadvantage is the difficult conditions of the weld work.
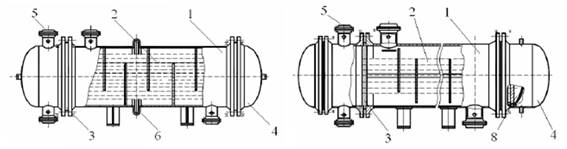
Heat exchanger with lens expansion joints on the shell is shown in Figure 1.16 (a). Such equipments have a cylindrical shell 1, which consists of the tube bundle is 2; tube sheets 3 with flared tubes, which are attached to the shell of the equipment. On both, ends of the heat exchanger are closed cover 3.
|
а) with the lens expansion joints on the shell |
b) with floating head |
|
с) with U-shaped tubes |
1 – shell; 2 – tubes; 3 – tubes sheet; 4 – covers; 5 – outlet; 6 – lens expansion joints; 7 – U-shaped tubes; 8 – floating head
Figure 1.16 – The main types of shell and tube heat exchangers
The equipment is equipped with connections; one medium is on the tubes, and the other passes through the annulus. Heat exchangers with a temperature compensator tube sheets are fixed with special flexible elements 6 (lens) to compensate for differences in elongation of the shell and tubes, arising as a result of temperature differences. The most commonly used equipment such as TC single – and multi-element lens expansion joints (Figure 1.17), manufactured from a short run-cylindrical shells. The lens element is shown in Figure 1.16 (b), welded from two half lenses obtained by stamping from a sheet.
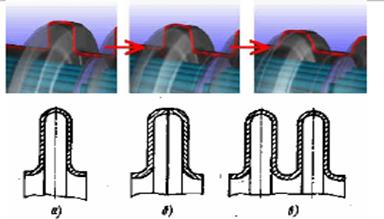
а – single lens; b – welded from two half lenses; c – double-lens
Figure 1.17 – Compensators
Compensating ability of the lens expansion joints is roughly proportional to the number of lens elements in it, but to use the number of joints with more than four lenses are not recommended, as it greatly reduces the bending resistance of the shell. To increase the capacity of the compensating lens expansion joints can be in the assembly of the shell pre-compressed (if designed to work on the extension) or stretched (when working in compression). When using expanders temperature compensation voltage is provided by the installation of flexible elements in the equipment, in place of the coolant entering into the annulus.
When installing the lens expansion joints on the horizontal equipments in the lower part of each lens are drilled drainage holes with plugs to drain the water after hydraulic testing of equipment.
Advantages: no dead zones in the annulus, which increases the efficiency of heat exchangers. To increase the flux uniformity of the flow usually set the distributor. The use of heat exchangers with compensators can increase the temperature of the media up to 70 degrees.
Field of application of equipments is limited by pressure (gauge pressure no more than 2 MPa (MegaPascals)).
Heat exchanger with U-shaped tubes.
The tube bundle of this equipment is made of U-shaped tubes, which are fixed in a tube sheet and placed in a shell (Figure 1.16 (c)). Input and output of the stream through a pipe distribution chamber, which is divided by a longitudinal partition. Thus the equipment is performed by two-way tube space and one - or two-way on the annulus. Each pipe in the equipments of this type may be extended independently of the other from the shell and tubes, thus, it provides full compensation of temperature stresses. Thermal stresses can occur in the tube sheet, due to the temperature difference between the inlet and outlet tubes. Therefore, devices of this type have the temperature difference on strokes, which should not exceed 100 degrees.
Heat exchangers of this type may be horizontal or vertical. They are made with a diameter of 325–1400 mm and tube length of 6–9 m, for nominal pressure up to 6.4 MPa and operating temperatures up to 450 ° C. Heat exchangers weight up to 30 tons.
To provide separate input and output of the coolant, distribution chamber is provided by the partition.
Equipments with U-shaped tubes ensure free thermal elongation of the tubes: each tube can be expanded independently of the shell and the adjacent tubes. The temperature difference of the tube walls by passages in these equipments must not exceed 100 °C. Otherwise, it may cause harmful thermal extansions in the tube sheet as a result of the thermocline in the seam of its two parts.
Advantages:
1) full compensation of thermal stresses;
2) the possibility of extracting a tube bundle for cleaning and replacement of the tubes, but the outer surface of the tubes in these equipments is unsuitable for mechanical cleaning.
Since the mechanical cleaning of the inner surface of the tubes is almost impossible, the tube space of such equipments should has the medium, which does not form deposits, which require manual cleaning.
The inner surface of the tubes in these equipments are cleaned with water, steam, hot oil or chemicals. Sometimes there hydro-mechanical method is used.
Disadvantages:
1) in the equipments of this type cannot be cleaned tube surface by mechanical means, so there hydromechanical cleaning is used, steam cleaning, as well as hot oil or various chemical reagents;
2) inability to replace individual tubes of the equipment except the extreme. This is due to the complexity of placing tubes in equipments, especially with a large amount;
3) poor filling of the tubes due to their bendingnt;
4) the possibility of depressurization of angle tube joint with the tube sheet, due to the occurrence of bending extansions caused by the large mass tube filled with medium; to avoid in equipments thediameter of 800 mm, roller bearings are used to maintain the tube bundle.
Due to these disadvantages of this type of heat exchangers, they are not widely used.
Heat exchangers with floating head.
Heat exchangers with floating head (with a movable tube sheet) are the most common type of surface of the equipments (Figure 1.18). In the equipments of this type tube bundle is secured in the two tube sheets. One lattice fixedly connected to the shell and the other forms a closed cover and floating head, which can be moved inside the equipment. In this connection, these equipments achieve full compensation of thermal extansions.
In equipments of this structure the thermal extansion can only occur with a significant temperature difference in the tubes.
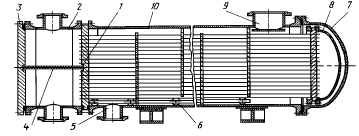
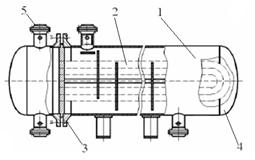
Figure 1.18 – Horizontal two-way compensator with the floating head
Heat exchangers of this group are standardized for nominal pressure Ру=1.6–6.4 МПа, for diameters of the shell 325–1400 mm and heating surfaces 10 –1200 m2 with a length of 3–9 m. The weight of them is up to 35 tones. Heat exchangers is applied at temperatures up to 450 °С.
In heat exchangers of this type tube bundles can be easily removed from the shell, which facilitates their repair, cleaning or replacement.
Horizontal two-way capacitor consists of a shell 10 and tube bundle (Figure 1.18). The left tube sheet flange 1 is connected to the shell 2 and the distribution chamber, which is provided with a partition 3. The chamber 3 is closed with flat cover. The right tube plate is installed inside of the shell and forms together with the attached to the "floating head" 8. When heated and elongated of the tubes, floating head moves within the shell.
To ensure free movement of the tube bundle inside of the shell in the equipments with a diameter of 800 and larger the tube bundle 6 is provided with a supported platform. The upper fitting 9 is structured to input the steam and therefore has a large orifice; lower fitting 5 for output the condensate is smaller.
Significant heat transfer coefficients during condensation are virtually independent of the mode of movement of the medium. Transverse partitions in the annulus of the equipments serve only to maintain the tubes and give the stiffness to the tube bundles.
Although the equipment is provided with a good compensation of temperature deformations, this compensation is not completed, since the difference of thermal expansion of the tubes leads to a distortion of the tube sheet. In this regard, the multi-pass heat exchangers with a diametr more than 1000 mm, when a significant (more than 100 °C) difference in inlet and outlet temperatures of the medium in the tube bundle are generally mounted slotted diameter of the floating head.
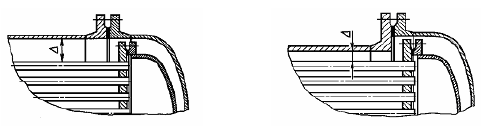
The most important assembly of the heat exchangers with floating head is the connection of the floating tube sheet with a cover. This compound should be capable to extract of tube bundle from the shell, equipment, as well as the minimum gap between the shell and the tube bundle. The floating head can be placed in the shell in two ways:
1) when the diameter of the shell is larger than the diametr of the cover. This construction is easy to use and convenient for assembly and disassembly of the equipment. But in this case, there is appearance of a large clearance between the tube bundle and the shell of the equipment, which leads to deterioration of heat transfer conditions. Mounting according to this scheme is the simplest; it is often used in the evaporators with the vapor space;
2) when the diameter of the shell is less than the diameter of the cover. This reduces the gap between the shell and the tubes to the width of the floating head. At the same time there are difficulties in dismantling the equipment (Figure 1.19, b). In this case, extraction of the tube bundle has several fastening options of the tube sheet and floating head. The most commonly used versions is the usage of split flanges and flanged split clamps.
|
а) in a larger diameter of the shell |
b) in a smaller diameter of the shell |
Figure 1.19 – The variant of allocation of the floating head
The variant shown in Figure 1.19 (а) allows to remove the tube bundle, but the gap is obtained more on the width of the floating head.
Tube bundles are very often used with floating heads in the evaporators with the vapor space.
In these devices the surface of evaporation mirror should be large created, so the evaporator shell diameter greatly exceeds the diameter of the tube bundle, and partition in the bundle only serve to increase its rigidity. In the evaporator (Figure 1.20) level of the liquid in the housing 11 is supported by a partition 2. To ensure sufficient vapor space and increasing the distance from the evaporation surface to the top level of a liquid shell is approximately 30 % of its diameter. The tube bundle 3 is in the shell of the evaporator on the crossbar 3.
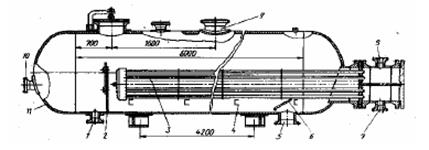
Figure 1.20 – Evaporator
For comfortable mounting of the tube bundle in the partition 2 and the left bottom 10 is provided by the hatch, through which the equipment can start the cable from the winch. The product is introduced into the evaporator 5 via the fitting; to protect the tube bundle against erosion on this fitting is installed a bump 6. Steam is discharged through the fitting 9, the product - through fitting 1. The coolant is supplied to the tube bundle and discharged through the fitting 7, 8. In such equipments is possible to install multiple tube bundles.
Heat exchangers with floating head and a compensator.
Heat exchangers with a floating head and the compensator are the equipments with semirigid construction. Equipments of this type is provided partial compensation for thermal extansions. For this purpose, the floating head is mounted the compensator which is placed within an elongated fitting, which is located on the equipment's cover. Equipments of this type are single-loop. The direction of the coolants movement is countercurrent.
Equipments of this type are used in high pressure (5–10 MPa). The compensator is connected to an opposite end of fitting, which is disposed on the cover. The structure of the equipment allows to extract the bundle to clean the tubes and check their status. The compensator is different from that used in equipments with a compensator on the shell, a large number of corrugations and smaller wall thickness. Restriction of the usage of this pressure drop is less than 2.5 MPa. Therefore, when starting the heat coolant fed into simultaneously in the equipment and the annulus tubes.
The heat exchanger of this structure (Figure 1.21) is different from the above by the presence on the cover 2 of the elongate fitting 3, which is placed inside the compensator 3. The latter is connected at one end to the floating head 1, the other - with a fitting on the cover of the exchanger. Constructions of other fittings are similar to those used in a heat exchanger with a floating head equipments.
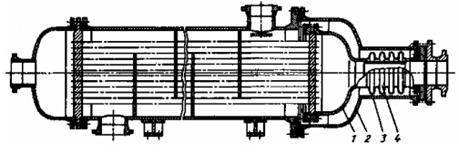
1 – floating head; 2 – cover; 3 – fitting; 4 – compensator
Figure 1.21 – Heat exchangers with floating head and a compensator