2.2 Elements of tube furnaces’ constructions
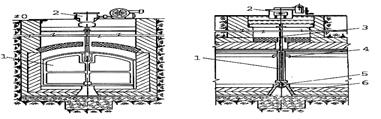
Typical tube furnace with a sloping arch with two cameras and a total radiant convection is shown in Figure 2.5.
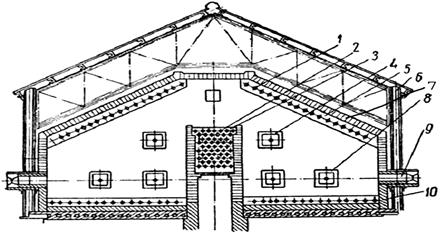
1 – ceiling screen; 2 – pipe convection chamber; 3 – tube sheet convective coil; 4 – explosive box; 5 – Suspension; 6 – frame; 7 – vault; 8 – inspection window; 9 – nozzle; 10 – hearth screen.
Figure 2.5 – Tube furnace with an inclined arch
Each chamber contains a single-row radiant ceiling screen 1, the pipe supported by the suspension 5, and 10. The frame screen hearth furnace 6 is assembled from steel beams. On exposure to high temperatures in the furnace casing protects the block from settling shaped refractory bricks with thermal insulation. The blocks are mounted to the frame of the furnace. Body tube furnaces 7 of the shaped brick is supported by special pendants that are fastened to the ceiling resting on beams of Channel bars. The rigidity and strength of the carcass structure is provided with all metal parts of the furnace, connected to the frame.
3 tubesheets convective coil 2 are fixed between the frames, providing stiffness in the transverse direction.
To ensure safe operating conditions provided for explosive box 4; to monitor the operation of the injectors 9 and the condition of pipes radiant coil has a viewing window (peepers) 8.
2.2.1 Coil tube furnaces. The tubular coil is the most critical part of the furnace. It is collected from the high-priced hot-rolled seamless chimneys. Chimney work in difficult conditions; they are subject to bilateral high temperatures: the inside - from the heated raw material and the outside – from the flue gases and emitting surfaces.
Coils kilns form of straight seamless pipe length 3 ... 24 m, made of carbon steel (20 g), low-alloy (15H5 M) or high-alloy (12X18H10T) steel. The wall thickness of the pipe depends on the pressure. When conventional pressure up to 2.5 MPa, wall thickness 0,006 ... 0,008 m to 6 mega pascal (MPa) - 0,008 ... 0,012 m.
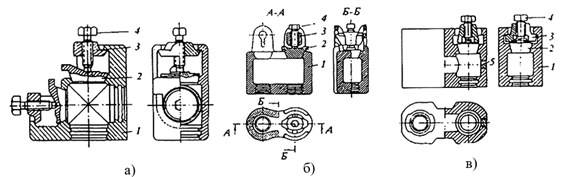
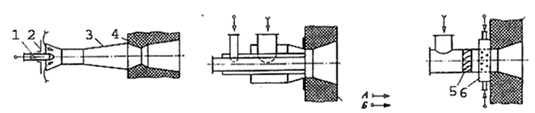
Pipes can be connected to the coils of two ways (Figure 2.6):
- a) return bend – compound produced by flaring the pipe ends in the nests;
- b) kalatches or doubles - the connection is made by welding.
|
a) double corner |
b) cast return bend; |
с) forged return bend |
1 – the case; 2 – box; 3 – traverse; 4 – bolt pressure; 5 – a stopper blind side (process for machining the transition between the cameras)
Figure 2.6 – Connecting counterparts coils tubular furnaces
At a heating temperature internal environment up to 560 °C connection of the individual tubes in coils provided counterparts with removable plugs.
Causes of deterioration of pipes vary depending on the hydraulic and thermal characteristics of the mode of operation and the technological features of the process, taking into account the quality of raw materials. The wear amount is dependent upon the quality and the manufacture of metal tubes. The interior surfaces of pipes exposed to the corrosive and erosive wear. Most corrosion occurs during the processing of sulphurous oils and oils containing chloride salts. Erosion starts due to the content in the heated raw materials and mechanical impurities at high velocities of the medium through the pipes. Particularly intense wear pipe ends.
During operation the outer surfaces of the pipes are subject to wear due to corrosion of the flue gases, scaling and burnouts.
Corrosion of the flue gases mostly exposed surface of tubes in the first rows of the coil of convection cameras if the raw material inlet temperature oven below 50°C, that is most likely below the dew point. The smoke gases are in direct contact with the surfaces of the tubes are cooled, the water vapor is condensed therein and absorbing sulfur dioxide from the gases, aggressive forms sulfurous acid.
Scaling is the result of oxidation of the metal pipe, starting with their outer surfaces.
Under the burn out furnace tubes commonly understood their gaps in some areas. Everyone burnout precedes the formation of the trumpet blister - local increase in diameter due to metal creep at high temperatures and pressures inside the pipe.
Furnace coil may have a combined design: in a convection cell or at the beginning of its plot - weld, and all other areas subject to greater calorific - on return bends.
When on the operating conditions there is no need for a systematic opening of the pipe ends (for cleaning or inspection), preference should be given weld coil as the most simple, compact, affordable and reliable operation.
Pipe coils through screens radiant chambers are arranged in one or two rows (see Figure 2.7) when placing the tubes in two rows one row of tubes arranged in another row alignment i.e. in a staggered manner. Step between the pipes is usually 1.7–2 outer diameter of the chimney.
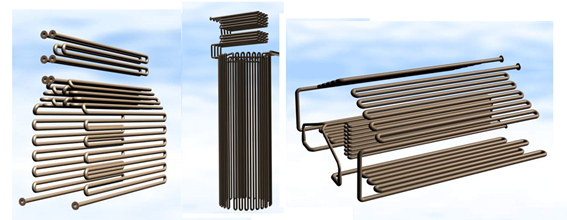
Figure 2.7 – Different designs of tube coils
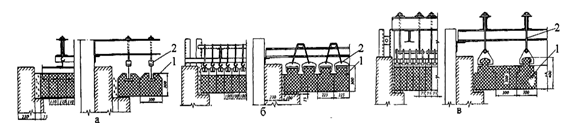
2.2.2 Fuel-burning devices kilns. The main requirements are for fuel-burning devices: software defined combustion regimes, economical spraying (for liquid fuel), the completeness of combustion, low noise, manufacturability, assembly and repair. Construction of such devices are used in industrial furnaces, characterized by an extraordinary diversity. According to the type of combustible fuel are classified into liquid (fuel oil), gas and combined (gas-oil). In the oil refining industry the majority of kilns is equipped with a combination gas-oil burners. In other industries have found more widespread gas, or a liquid fuel-burning devices.
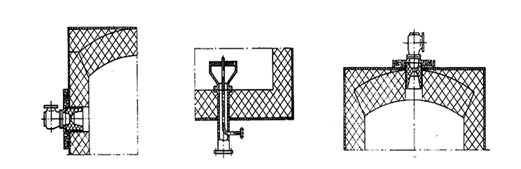
Fuel-burning devices in tube furnaces are placed on the walls, vaults, hearths horizontal, vertical and etc. Various embodiments arrangement of combustion devices are presented in Figure 2.8.
|
a) horizontal |
b) the hearth |
с) arched |
Figure 2.8 – Location-fuel combustion in furnaces
2.2.3 Fuel-burning liquid fuel devices. Liquid fuel (fuel oil) is illuminated only in the furnaces, after its transition to the vapor state, since its ignition temperature above the boiling point. Therefore, oil is supplied to the combustion furnace in atomized form. For the atomization of the fuel used by the superheated steam and (or) the heated air. For normal operation of injector operating on heavy fuel oil, atomizing steam temperature should be above the saturation temperature of water vapor is not less than 15 ... 20 ° C.
Fuel oil atomization in a combustion chamber is scattered as a mist. As energy supply is able to distinguish mechanical atomization nozzles (pressure is created in the fuel oil pipeline to the nozzle) and nozzle with air or steam atomization. Spray nozzles oil flow diagrams are shown in Figure 2.9.
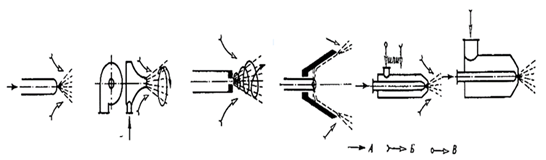
|
a) directed nozzle at a pressure of 1 ... 2 MPa |
b) with centrifugal tangential supply of fuel |
с) a special centrifugal swirler |
d) Rotary |
e,f) with the spray medium (steam, air) e high and low pressures f |
Figure 2.9 – Fuel injectors spray fuel oil Schemes: A – fuel; B – air; B – steam
2.2.4 Oil and gas fuel burning devices. Two types of burners are most often used for burning gaseous fuels (Figure 2.10).
|
a) kinetic injection medium pressure |
b) forced air and swirling flow of gas; |
c) diffusion with forced air supply and gas supply in small streams |
1 – the gas nozzle; 2 – regulating air damper; 3 – mixer; 4 – ceramic nozzles; 5 – swirl vane; 6 – gas reservoir; 7 – settling furnace; A – the air; B – gas
Figure 2.10 – Scheme of burners for gas flaring
- Injection type in which the gas is mixed with air in a mixing chamber before entering the combustion chamber;
- The burner, in which gas is mixed with air in the combustion chamber itself.
In practice, the most common refinery with steam atomization nozzles (Figure 2.11) because of their simplicity. However, they require a large flow of steam (0.3 to 0.6 kg / kg fuel).
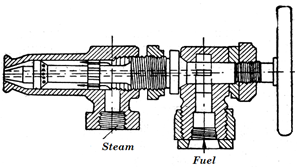
Figure 2.11 – Nozzle with steam atomization
The nozzle atomization air spattering agent is compressed air. They require less energy consumption than with steam atomization nozzles, and give short torch due to good mixing of the fuel with air.
Heat burner regulated gas pressure before the change of the injector nozzle. High efficiency and a wide spread characterized by flameless burner panel (Figure 3.52).
1 – distribution chamber (box); 2 – injection gas mixer; 3 – nozzle; 4 – regulating valve; 5 – a gas supply pipe; 6 – ceramic prism; 7 – insulating layer (diatomaceous chips); 8 – a bolt; 9 – a nut; 10 – heat-insulating layer (diatomaceous chips); 11 – asbestopy cord
Figure 2.12 – Flameless burner panel
This burner 1 has a distribution chamber, in front of which are welded to the tube exit gas mixture. Ceramic tubes put on the prism 6, each of which is provided with four cylinder-conical channels (tunnels). Prisms form a ceramic panel size of 500 х 500 or 605 х 605 mm, which serves as a battery and radiator heat. The box and radiant panels are thermally insulated relative to each other by a layer of diatomaceous crumbs 7.
To the rear of the wall duct attached Injection 2 gas mixer equipped with a nozzle 3, shutter 4 and the gas supply pipe 5. Neighboring burner connected to each other by means of bolts 8 and nuts 9, forming a radiating furnace wall. The gaps between adjacent burners are sealed diatomaceous crumb asbestos cord 10 and 11.
In these burners due to high temperature in the combustion zone to complete combustion of the gas at a low excess air ratio: in ceramic channels already in the area of 65 ... 70 mm ensures complete combustion of the gas mixture. Heat transfer takes place by radiation from the surface of the ceramic plate. Heat burner is controlled by varying the gas flow into the reservoir, which is connected to a number of burners and the excess air ratio - the flap 4 individually for each burner.
Dimensions of the burner surface is 500* 500 or 605 *605 mm. Per square meter of the radiating surface can range from 450 to 1260 mm each diameter tunnels 20.
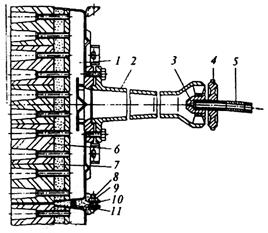
Oil-gas burners (Figure 2.13) are designed to burn fuel oil and gas, and if necessary - for sharing their incineration.
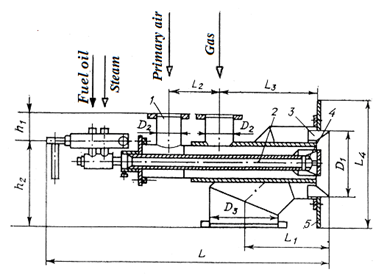
1 – air-gas portion; 2 – oil-gas nozzle; 3 – register the primary air; 4 – the register of secondary air; 5 – plate assembly
Figure 2.13 – Oil-gas burners
Oil-gas burners are equipped with oil spray nozzles with mechanical pairs of fuel oil (Figure 2.14).

1 – clamping screw; 2 – bracket; 3 – the steam nozzle; 4 – block; 5 – the fuel nozzle; 6 – the handle; 7 – barrel; 8 – atomizing burner
Figure 2.14 – Injector with mechanical pairs
Fuel oil nozzle on the inner tube (Figure 2.15) is fed through a distribution channel in the annular washer fuel swirler further by tangential swirl channels enters the chamber, acquiring a rotational-translational movement, and exits the nozzle is atomized by centrifugal force.
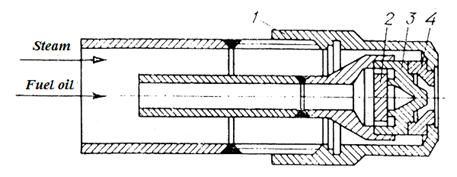
1 – a nut; 2 – distribution washer; 3 – the fuel swirl; 4 – swirl steam
Figure 2.15 – The head of the spray gun
In order to expand the control range nozzles are supplied with steam swirls. Steam through the outer tube comes to channel coupling nut, then to the steam channels and the swirl, leaving a twisted thread, takes part in the spraying of fuel oil. Spattering parts are tightened by union nut.
Secondary air register is a vane machine with straight blades, mounted at an angle of 45˚, serving for swirling air flow. Primary air register is arranged similarly and provides for supplying a swirling airflow to the flame root.
Produced burner are designed for burning gas with a calorific value of 35.5 MJ / m3 and fuel oil grades 40 and 100.
To gas combustion heating value is higher than said above, it is necessary to change the pressure of the gas outlet openings or the cross section to provide the desired flow rate.
Adjusting productivity of the burner is effected by changing the pressure of fuel oil or gas and air.
If several burners are eliminated in the furnace the negative influence of adjacent burners is expedient to provide for the layout of the opposite twist airflow from burners located nearby. Twist in the burner primary and secondary air should be in the same direction. The burner should be freed from the burden of pipelines.
The gas-oil burners, secondary air are respectively regulated by the fuel pressure change,. For better mixing (i.e., unburned carbon and chemical reduction of air flow), especially when operating at low loads, is provided in the burner primary air supply pressure to 1.5 kPa in an amount of 15 % of the total air flow. When working on fuel oil primary air is not regulated, and if the gas is adjusted in proportion to the primary air flow gas.
2.2.5 Headset kilns. The headset includes kilns peepers, protective windows, doors, manholes, tube sheets and suspension pipe.
Peepers (viewing window) are designed to monitor the performance of devices for fuel combustion and radiant tubes state chamber (Figure 2.16).
For greater visibility on the site of the installation in the furnace walls window perform hole, expanding into the furnace.
Figure 2.16 – Daylight (viewing window)
Fuse (explosives) of the window (Figure 2.17).

Figure 2.17 – Safety box
Safety windows differ from daylight high resolution. They are designed to attenuate the strength of cotton (blast) furnace in the case of normal operation violation, when they are used as the repairs manholes through which staff gets inside the furnace.
Daylight’s safety cover and operable windows must fit tightly to the body by its own weight. For this purpose, the surface of mating inclined to the vertical. Covers safety boxes inside cover insulation for protection from large deformation and heat loss.
Doors and access doors are designed to close the convection chamber and screens; manholes are used for inspection of the convection chamber.
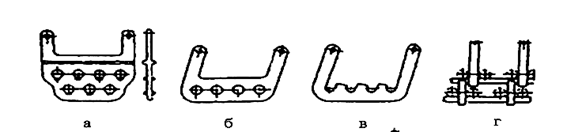
Pendants are used for fastening pipes overhead screen. They are attached to the frame elements. Construction pipe hangers shown in Figure 2.18, 2.19




Figure 2.18 – Pendants
|
a) closed suspension for two-row display |
b) closed suspension-row display |
c) an open suspension |
d) folding suspension for two-row display |
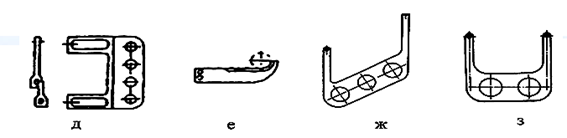
|
e) closed bracket side of the screen |
f) an open bracket |
g) closed suspension for a free screen |
h) closed suspension ceiling screen |
Figure 2.19 – Pipe Hangers
Pipe suspension can be closed and open. Closed suspension is firmer, but to change them in burnout case it is necessary to remove chimneys.
Given their radiant heat in the chamber, and suspension brackets are made of high-alloy heat-resistant steels.
Compared with chimneys suspension are more severe operating conditions, as they are not cooled flows oil and heated occasionally to 1100°C. The flue gases often contain large quantities of sulfur dioxide, water vapor, carbon monoxide, hydrogen and other corrosive agents corrosive suspensions of metal.
Depending on the temperature of the suspension pipes are arranged at a distance of 0.8 ... 3 m from each other (at a distance of up to 550 ° C is 2.5 ... 3 m at a temperature of 800 ... 850ºS – 0.8 ... 1.2 m).
Tube sheets are intended for installation of convective and radiant tubes and bearing them to the ends of the tube furnace (Figure 2.20). The distance between the tube sheets is selected similarly to the distance between the suspension; Material – heat-resistant steel and heat-resistant cast iron.

Figure 2.20 – Pipe lattices
Figure 2.21 shows the tube sheets for convective coils (Figure 2.21, a) heating and double screen (Figure 2.21, b, c, d, e).
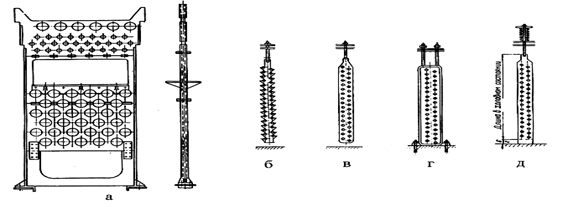
|
a) grill convection chamber |
b) grille with open slots |
c) the average lattice with upper suspension |
d) thrust with lower grille fixing |
e) the average lattice with spring suspension |
Figure 2.21 – Pipe lattices
Double tube sheet heat welded screen of several parts. It is a step between the vertical pipes, pipe diameters equal to two, as a further reduction step, heating uniformity degrades on the circumference of the pipe [6].
The disadvantage of the closed tube sheet (Figure 2.21, c) compared with grid open slots (Figure 2.21, b) is that if it fails necessary to change all the pipes simultaneously.
Holes are made in the lattice tubes 15 ... 20 mm greater than the diameter of the pipe. If the ends of the tubular coil are carried in a special cell and isolated from the furnace, then the Face tubesheets differ from the average so that their width is equal to the width of twin (return bend) of the camera (Figure 3.61, d), and the holes of the pipe are special grooves sealing asbestos cord. Fire side of face grids is insulated refractory body. The proximity to the hot wall burners and heat removal inability from arrays create the high temperature, which shortens their life.
Some furnaces tubesheets radiant camera mounted on a foundation or suspended at the top of the ceiling frame beam. In the suspended lattice greatest effort falls on top of it and disappears towards the bottom.
For a more uniform distribution of forces at the last grating is sometimes suspended on spring supports as shown in Figure 2.21 (e). When installing such grids between the lower end of the furnace hearth and left a gap equal to the lattice temperature elongation when heated from 0 to 500 °C. At start-up the furnace, when the grid is heated to 500º, and it lengthens the lower part there of reaches the stop, mounted on a hearth. With further increase of the temperature of the lattice extension goes up. This increases the height of the spring and simultaneously decreases the force exerted by the spring on the weight of the lattice, as part of its weight assumes lower support.
The brackets used to mount the pipe side of the screen. The brackets are attached to the elements of the frame (Figure 2.22).



Figure 2.22 – Brackets
2.2.6 Frames and settling tube furnaces. Frameworks kilns. Furnace frame bears the brunt of the weight of the pipe, doubles, tube sheets and the suspensions, roofs, suspended roof and furnace walls and other items.
The metal frame is a space frame, framing the walls of the furnace, so the frame configuration corresponding to the outer shape of the furnace. Depending on the width of the tube furnace foundation frame structure can serve as the frame, the farm is attached to the columns, or an entire farm (Figure 2.23), which support surfaces racks mounted on the foundation and are mutually connected by horizontal relationships of the beams or sills. Farms may be a different number.
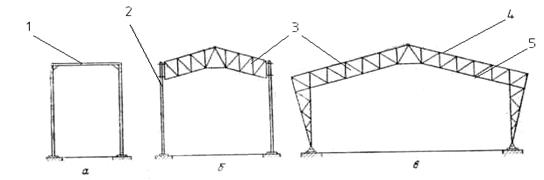
|
a) from simple beams |
b) with racks of beams and trusses for the vault |
c) from the farm |
1 – frame; 2 – rack; 3 – farm; 4 – the upper zone; 5 – the lower belt
Figure 2.23 – Scheme of constructions of carcases kilns
Attaching columns to the foundation in the first two cases performed as a pinched, the whole farm is fixed on the fixed pivot, thus it is considered that the temperature movement absorbed due to elastic deformation of the frame or truss.
The support posts each farm or frame by means of hinge joints and plates are attached to the foundation with anchor bolts. Nodes frames with large furnaces have long span truss joints to compensate for linear extension beams arising during heating. In small furnaces the hinge frames missing nodes and their elongation compensated beams elastic deformation.
Farms frame are interconnected by horizontal beams and girders for the roof.
Steel frame elements removed from the high temperature zone of action and protected from exposure to heat setting and heat insulation.
Setting kilns. Setting the furnace includes lining layers of a shaped refractory bricks, insulation up to 250 mm and an outer layer of thermal insulation, sealed from the outside metal casing. Refractory materials according to the melting point are divided into three groups: refractory (melting point = 1580 ... 1770 °C), high fire preventive (m.p. = 1770 ... 2000 °C) and high refractoriness (m.p.> 2000 °C). For the lining of refractory fireclay bricks used for insulation - diatomaceous bricks, various types of filling, asbestos cardboard, mineral wool. To allow for thermal expansion temperature provides masonry joints. Versions of suspended arches are shown in Figure 2.24.
|
a) with a section fixing the bricks |
b) with individual suspension |
c) a combined suspension |
1– shaped brick; 2 – suspension design
Figure 2.24 – Suspended arches
The walls, as well as all settling, designed for sealing the furnace and kiln cameras, as well as the formation of the surface to accommodate screens of radiant tubes and reflecting radiant energy. Walls must be strong at high temperatures, sealed and having low thermal conductivity.
Modern furnaces have a wall block design (Figure 2.25) and refractory bricks assembled from various shapes. For example, settling by furnaces made of blocks more than 80 styles and sizes. The geometric shape of the refractory blocks can collect them on the beams and rods are attached to the frame of the furnace. Mating surfaces of adjacent blocks are provided with projections and the corresponding depressions that form the maze-locks. Facets blocks facing the inside of the furnace, the formation of smooth and provide smooth inner surface of the furnace wall. Such settling is carried out without solutions and has great operational advantages.
With no solution, each block brick easily perceives thermal deformation and compensates within a backlash in the lock. This also contributes to laying uphill from its own weight. The load from the masonry is almost entirely takes a metal plate casing.
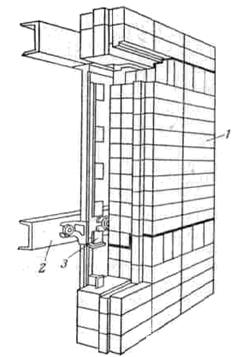
1 – element block lining (brick block); 2 – bearing horizontal Schneller; 3 –block brackets
Figure 2.25 – Block design wall tube furnaces
Locks-brick maze in connection provides a reliable seal of masonry, which is very important to reduce heat loss through the walls and reduce the amount of air pulled into the furnace. Masonry block volume is small due to the small wall thickness (250 mm). Vertical wall furnaces with radiating flameless combustion furnace walls completely or in certain areas are made up of ceramic panels. The panels can be alternated with simple blocks of masonry. Ceramic panels are structural element burners attached to the frame of the furnace. Seals between individual burners and between burners and masonry made of asbestos or asbestos gasket cord.
2.2.7 Foundations furnaces. Usually, the pressure on the ground, even the biggest furnace does not exceed 100 kilonewton (kN)/m2, so the construction of foundations presents no great difficulty. The dimensions of the foundation base are determined by the load and permissible ground pressure. Allowable load on the foundation is defined by the formula
where σ – allowable stress in the loaded part of the foundation, kN / m2;
R – tensile strength of masonry in compression, kN / m2;
F – full sectional area of the upper part of the basement, m2;
F1 – loaded area of the upper part support, m2.
The foundations are laid of rubble, concrete and reinforced concrete.
Main advantages of concrete in comparison with other materials: the possibility of laying a foundation of any shape; good job on the concrete tensile bending that allows for low construction height (without significant deepening in the ground) to get a large basement area of the pressure on the ground.
The thickness of the foundation should be such that the pressure on the furnace transmitted to all the base foundation and not having too large bending and shear forces. Among the features construction of furnace foundation is necessary to note the following:
- a) on the same foundation can not rely array of the furnace and other structures (hog, chimney, tower buildings, etc.); in this case, may occur different foundation settlement and cause cracks and warps in the buildings;
- b) if the design of the furnace is below the level of ground water and the key, the foundation built so that excluded water access to the masonry by means of:
- Device clay walls around foundations to 300 mm;
- Waterproofing of roofing material foundation;
- Artificially lowering the water table with a drainage device so that the water level was 0.5 m below the base of the foundation;
- Construction of the caisson welded mild steel (in the absence of aggressive treatment, which is very important in the chemical industry);
- The base of the foundation should be located below the soil freezing depth (usually 1.8 m from ground level); in heated or hot shops, where there is no soil freezing, slightly deepening the foundation;
- To prevent excessive heating of the foundation laying air ducts arranged between them;
- In the case of termination studs in the base, the latter must be checked for sufficient strength of the shear forces.
If the foundation is laid for less than the required depth, it may fall, bulging adjacent soil layers. Depth of laying the foundation, in which the soil is a possibility bulging can be calculated.
2.2.8 The flue pipes. The channels for flue gases from the furnace to the chimney or gas conduits are called boars.
Hog is lined channels for conveying the outgoing gas from the furnace to the furnace environment emission pipes. Hogs typed design, and they are selected depending on the amount of furnace gas environment, its temperature and chemical composition. When the temperature of exhaust gases to 500 °C boar lined with mud bricks mark of 75, and at higher temperatures – fireclay brick class B or C on fireclay solution to the supporting structure of the clay brick.
They include hatches, manholes for inspection and cleaning during repairs. All channels are provided with a chimney-extinguishing system.
To adjust thrust of chimneys or at the bottom of the chimney pipe install dampers.
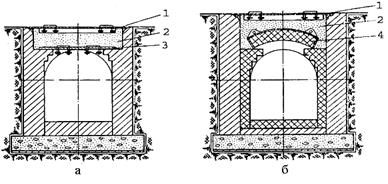
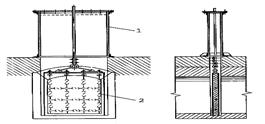
The thickness of the earth cover over underground gas ducts must be at least 300 mm. For cleaning and inspection the flue pipes they have manholes. Construction of manholes, depending on the temperature is shown in Figure 2.26.
|
a) with flue gas temperatures up to 500 ºС°С |
b) when the flue gas temperature above 500 ºС°С |
1 – a plate; 2 – filling; 3 – a cover; 4 –lifting vault
Figure 2.26 – Construction of manholes in the flue
2.2.9 Smoke dampers. A device for sufficiently dense furnaces from off the traction installation, as well as to achieve an easy and sensitive control the amount of gas passing from the furnace and the pressure is called the slide valve. The gate is placed at the exit flue gases from the furnace chamber and is a cast-iron or ceramic damper in the flue pipe and lowered hanging on a rope slung over a pulley with a counter weight or directly on the drum manual or electric winches.
Dampers in flue pipes zone with flue gas temperatures up to 600 ° C are made of cast iron (Figure 2.27). The rotary slide valve is shown in Figure 2.28.
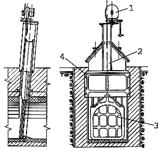
1 – the mechanism for lifting the gate; 2 – the case; 3 – Cast iron gate; 4 – plate
Figure 2.27– Metal dampers.
1 – gate; 2 – a mechanism for turning the gate; 3 – draft; 4 – pin; 5 – a support slide; 6 – stand
Figure 2.28 – Turning damper
Gate in Borovo zone with flue gas temperatures up to 600 °C are made of cast iron. For areas with temperatures above 600 °C the gate are preventing warping or run water-cooled ceramic (Figures 2.29, 2.30).
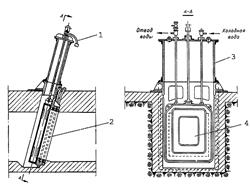
1 – a plate; 2 – the tube for supplying cold water; 3 – a box; 4 – sliding
Figure 2.29 – Water cooled gate
1 – box; 2 – damper
Figure 2.30 – Ceramic gate
To close the gate in the raised position, and in order to create a high density of them enclosed in a welded seal box, leaving only a hole to pass the cable or rod.
Shutter gate furnaces operating on gas fuel, must have a hole 50 mm in diameter to produce thrust in a furnace. Availability of traction prevents the accumulation of explosive gas-air mixture in the chamber of the furnace leaks control valves.
2.2.10 Chimneys. The chimney creates a vacuum required for the movement of products of fuel combustion and reaction gases released during the production process in the furnace, from the furnace through the working space of the furnace, flue system and heat removal devices with them in the surrounding area on a fairly high altitude. In most cases, the gases emitted from the furnace in the chemical industry contain harmful substances maximum permissible concentrations of which are regulated by sanitary design standards of industrial enterprises. Therefore, after determining the height of the pipe for the necessary low pressure should be checked at specific gas concentration at the surface. In case of need to increase the height of the pipe to create a specific allowable gas concentrations should again conduct hydraulic calculation with the known height of the pipe to create the necessary vacuum in the oven.
In accordance with the requirements of sanitary equipment and fire protection chimney height should be 3 ... 5 m above the ridge of the highest buildings in a radius of 100 m.
Chimneys used in the chemical industry, vary depending on the aggressiveness of the gases and their temperature adjustment (Figure 2.31).
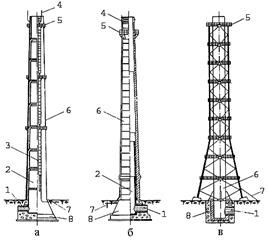
|
a) reinforced concrete |
b) brick |
c) metal |
1 – foundation; 2 – refractory coating; 3 – pipe stem; 4 – site; 5 – duct; 6 –lightning rod; 7 – grounding; 8 – ledder
Figure 2.31 – Chimneys
Brick chimneys have a maximum height of 150 m, the permissible temperature is passed through these gases to 800 °C. Concrete pipes: maximum height of 200 m, the permissible temperature of 200 °C gas. Pipes of conventional concrete, the presence of the lining and heat insulation, must not be heated over 500 °C. Metal lined pipes: maximum height of 60 m, allowable temperature to 800 °C.
To release corrosive gases from furnaces often use metal pipes assembled from the individual cylinder shells of stainless steel to 150 m in height, mounted on special supporting structures, allowing replacement of any part of the pipe stem in the event of failure.