III. Методические указания к курсовому проектированию по рациональной организации производства в машиностроительной отрасли
2. Организация сложного потока.
2.1 Структура сложного производственного потокa.
Структура сложного производственного процесса, запроектированного с использованием поточной формы организации труда, состоит из ряда специализированных, отдельных операционных потоков и работ, выполняемых вне потока.
В настоящем курсовом проекте в качестве работы, выполняемой вне потока, следует рассматривать организационно-техническую подготовку производства.
Изготовление деталей Д-1, Д-2, ..., Д-10, из которых осуществляется сборка изделия, следует запроектировать в виде специализированных потоков, в свою очередь состоящих из ряда операционных потоков.
Процессы укрупнительной сборки У-1, У-2, У-3, а также общей сборки изделия, его испытаний и регулировки следует организовать в виде отдельных операционных потоков.
2.2 Ведомость расчета продолжительностей обработки транспортных партий
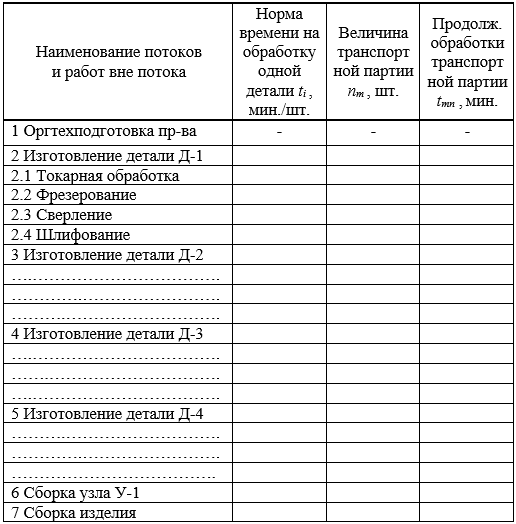
Для проектирования поточной организации производства, прежде всего, необходимо рассчитать продолжительность обработки транспортных партий деталей (сборки узлов, изделий) tmn в пределах всех операционных потоков:

где ti - норма времени на обработку одной детали на i-й операции, мин./ шт.; nm - величина транспортной партии, шт.
С учетом вышеописанной структуры сложного производственного потока, выбранной схемы сборки изделия (приложение А) и исходных данных (приложения Б,В) заполнить ведомость продолжительностей обработки транспортных партий (таблица 2.1). Пример заполнения ведомости приведен для нулевого варианта схемы сборки изделия.
Таблица 2.1 - Ведомость расчета продолжительностей обработки транспортных партий