III. Методические указания к курсовому проектированию по рациональной организации производства в машиностроительной отрасли
3.Циклограмма сложного потока
3.1 Расчет периодов включения в работу операционных потоков
Перед построением циклограммы сложного производственного потока, где осуществляется технологическая увязка специализированных потоков, необходимо выбрать оптимальный вид движения предметов труда и увязать смежные операционные потоки, входящие в состав специализированных
Для проектируемой организации производственного процесса рекомендуется выбрать параллельно-последовательный вид движения предметов труда, отличающийся оптимальной продолжительностью производственного цикла, параллельностью протекания смежных процессов и отсутствием простоев оборудования.
Технологическую увязку смежных операционных потоков рекомендуется выполнить расчетным методом.
Для того, чтобы оборудование и рабочие последующей операции не простаивали в ожидании окончания обработки деталей на предыдущей операции, период включения в работу последующего операционного потока относительно предыдущего tp должен быть принят максимальным из полученных расчетных значений:
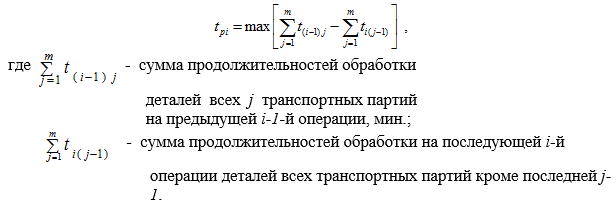
Расчет периода включения в работу последующего операционного потока относительно предыдущего рекомендуется выполнять в табличной форме (таблица 3.1). Пример заполнения таблицы 3.1 приведен для нулевого варианта схемы сборки изделия при n = 1.
Таблица 3.1 - Расчет периодов включения в работу операционных потоков
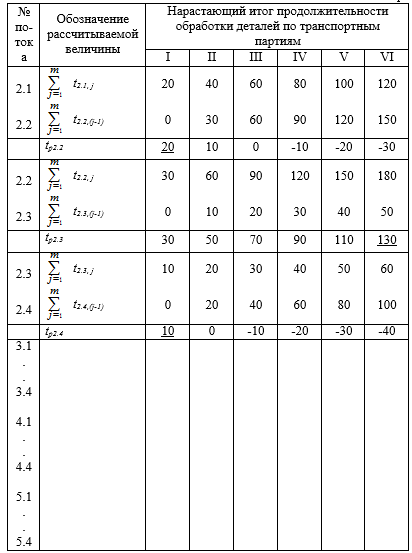
В качестве обозначения операционных потоков при расчете периода их включения в работу (таблица 3.1) следует использовать их порядковые номера в составе сложного производственного потока согласно ведомости (таблица 2.1). При этом следует учесть, что количество транспортных партий обрабатываемых деталей различно для различных специализированных потоков и по условиям может меняться от 6 до 3.
После окончания технологической увязки между собой смежных операционных потоков внутри каждого из специализированных следует перейти к построению циклограммы сложного потока. Здесь графическим методом должны быть увязаны все специализированные потоки и работы вне потока, входящие в состав проектируемого сложного производственного процесса.
Полное изображение циклограммы сложного потока следует привести на 1-м листе графической части курсового проекта согласно примерной схеме размещения организационно-проектных материалов (приложение Г).
Отвлеченный пример построения циклограммы сложного потока приведен на рисунке 3.1. Здесь под номером 1 изображена организационно-техническая подготовка производства (работа вне потока), специализированные потоки N2 и 3 – поточные процессы изготовления деталей, потоки N4 и 5 – соответственно сборка изделия и его испытания с регулировкой.
При выполнении конкретного варианта курсового проекта построение графиков операционных и специализированных потоков на циклограмме следует осуществлять с использованием расчетных данных (таблица 3.1). В качестве обозначений операционных и специализированных потоков, а также работы вне потока следует использовать их порядковые номера аналогично таблице 2.1. Кроме того, следует учитывать схему сборки изделия, выбранную из приложения А.
Построение циклограммы следует начинать с изображения на ней графика организационно-технической подготовки производственного процесса. Данная работа по условиям курсового проекта выполняется вне потока и изображается на циклограмме горизонтальной линией, длина которой в выбранном масштабе времени должна соответствовать ее продолжительности.
Специализированные потоки по обработке деталей Д-1, Д-2, ..., Д-10 начинаются только после окончания организационно-технической подготовки, что должно быть учтено при построении циклограммы.
Специализированный поток, характеризующийся наибольшей продолжительностью, называется ведущим потоком. Именно он определяет время начала укрупнительной сборки узлов по окончании процесса изготовления входящих в узел деталей или начала сборки изделия, если промежуточная укрупнительная сборка деталей не предусмотрена.
Начало работ по испытанию и регулировке изделий следует связать с окончанием предыдущего этапа – сборки изделий.
Технологическая увязка последнего операционного цикла ведущего специализированного потока и последующего отдельного операционного цикла (укрупнительная сборка деталей или сборка изделия) осуществляется графическим методом с учетом длительностей предыдущего и последующего потоков.
Графические изображения специализированных потоков на циклограмме сложного производственного потока рекомендуется окрасить в различные цвета с целью их выделения и усиления выразительности графика. Причем ведущий поток следует окрасить в красный цвет.
3.2 Основные параметры запроектированных потоков
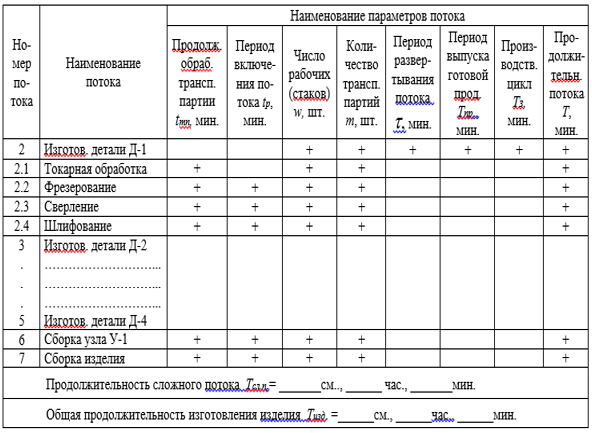
После окончания построения циклограммы необходимо с использованием графического метода определить основные параметры запроектированных потоков. Полученные данные свести в таблицу 3.2., пример заполнения которой приведен для нулевого варианта схемы сборки изделия.
Продолжительность обработки транспортных партий деталей tmn , сборки узлов и готовых изделий, их испытаний и регулировки рассчитана в ведомости (таблица 2.1).
Величины периодов включений в работу смежных операционных потоков в пределах специализированных tp следует взять из таблицы 3.1, а для следующих за ними операционных потоков (сборка узлов, сборка изделий, их испытания и регулировка) – определить по циклограмме сложного потока (рисунок 3.1).
Число рабочих мест или станков w на всех операциях процесса до оптимизации примем равным единице. Для специализированных потоков, имеющих в своем составе несколько операционных (изготовление деталей Д-1, Д-2, ... , Д-10), значение w равно числу операционных потоков в составе специализированного.
Количество транспортных партий деталей (узлов, изделий) m для различных потоков, входящих в сложный производственный процесс, приведено в приложении Б.
Период развертывания специализированного потока определяется графическим методом по циклограмме и представляет собой интервал времени от начала обработки первой транспортной партии в первом операционном потоке до начала обработки первой транспортной партии в последнем операционном потоке, входящем в состав данного специализированного.
Период выпуска готовой продукции специализированного потока Tnp определяется графическим методом по циклограмме и представляет собой интервал времени от начала обработки первой транспортной партии до окончания обработки последней транспортной партии последнего операционного потока, входящего в состав данного специализированного.
Продолжительность потока Т определяется интервалом времени от начала обработки первой его транспортной партии до окончания обработки последней На рисунке 3.1 приведены обозначения вышеописанных параметров специализированного потока.
Продолжительность сложного потока Тсл.п определяется интервалом времени от начала обработки первой транспортной партии первого специализированного потока до окончания обработки последней транспортной партии последнего операционного потока в составе сложного.