III. Методические указания к курсовому проектированию по рациональной организации производства в машиностроительной отрасли
5. Проектирование плана-графика работ и расчет межоперационных заделов сложного механосборочного процесса
5.1 Проектирование сводного плана-графика работ оптимизированного механосборочного производственного процесса
В проектируемом производственном процессе наряду со сборочными операциями имеет место механическая обработка деталей при различной трудоемкости их изготовления и неодинаковой производительности разнотипного оборудования. Все это предопределяет выбор прерывно-поточной (прямоточной) формы организации производства и свидетельствует о неизбежности возникновения межоперационных заделов обрабатываемых деталей и сборочных единиц.
Для обеспечения ритмичности работы в условиях прерывно-поточного производства необходимо установить целесообразный регламент работы. Этот регламент должен включать в себя величину укрупненного ритма, порядок работы на каждом рабочем месте, последовательность и периодичность перехода рабочих по обслуживаемым станкам, размер и динамику оборотных заделов. При этом под укрупненным ритмом понимается устанавливаемый период времени, в течение которого на линии формируется выработка продукции в количестве, соответствующем плановому заданию на этот период.
При выборе укрупненного ритма прерывно-поточной линии необходимо учитывать периодичность передачи продукции с данной линии на последующие участки, требования рациональности организации труда для рабочих-совместителей (частоту переходов на другое рабочее место), а также оптимальную величину заделов.
Учитывая все вышеизложенное, при выполнении настоящего курсового проекта в качестве укрупненных ритмов прерывно-поточных линий следует принимать длительности специализированных потоков по обработке деталей, а также длительности отдельных операционных потоков по укрупнительной сборке узлов, сборке всего изделия, его испытаниям и регулировке.
Для расчета и организации прерывно-поточных линий, их взаимной увязки в рамках единого сложного производственного процесса составляют сводный план-график работ оптимизированного механосборочного производственного процесса.
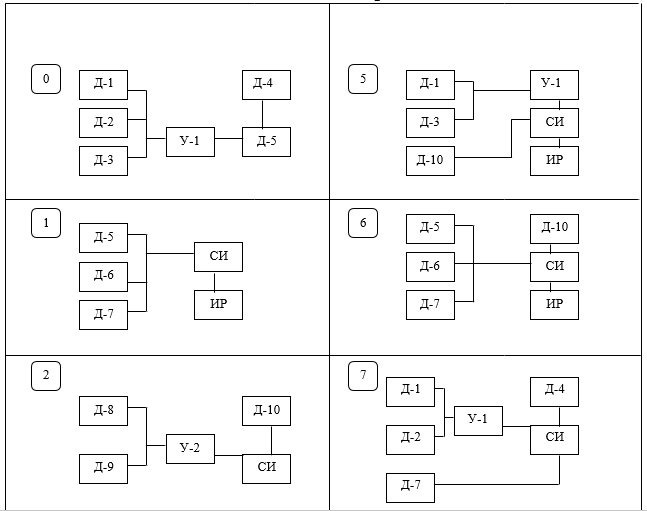
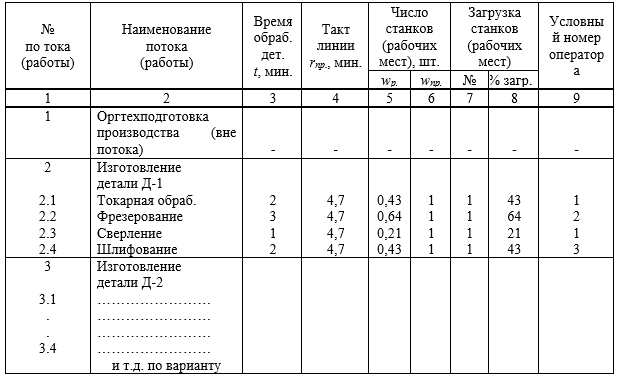
Расчет левой части данного плана-графика следует привести в пояснительной записке к настоящему курсовому проекту. В таблице 5.1 приведен пример заполнения расчетной (левой) части плана-графика работ оптимизированного механосборочного производственного процесса для нулевого варианта схемы сборки изделия при n = 1.
Номера потоков и работ вне потока здесь следует обозначать в соответствии с вышеприведенной ведомостью (таблица 2.1).
Такт прерывно-поточной линии rпр для условий малосерийного производства определяют по формуле:

где Fg - действительный фонд рабочего времени линии, мин. (равен продолжительности соответствующего специализированного или отдельного операционного потока);
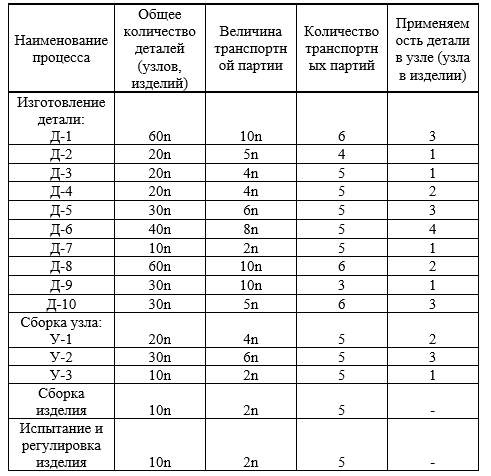
N - программа запуска деталей, шт. (равна общему количеству обрабатываемых деталей данного наименования (собираемых узлов, изделий) согласно приложению Б).
Таблица 5.1 - Расчетная (левая) часть плана-графика работ оптимизированного механосборочного производственного процесса
Действительный фонд рабочего времени линии может быть определен графическим методом по циклограмме (рис. 3.1) или рассчитан по формуле:

5.2 Расчет межоперационных оборотных заделов деталей и сборочных единиц
На смежных операциях прерывно-поточных линий, вследствие различной их производительности, неизбежно возникновение межоперационных заделов деталей и сборочных единиц.
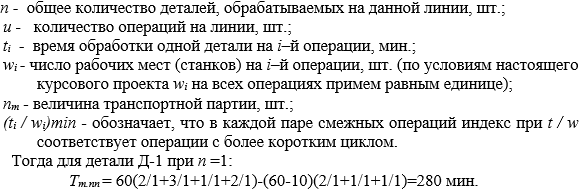
Величина межоперационного оборотного задела между двумя смежными операциями Zi, i+1 определяется как разность числа деталей, обрабатываемых на каждой из этих операций за определенный период времени:

где Т - период работы на смежных операциях при неизменном числе рабочих (станков), мин.;
wi, wi+1 - число единиц оборудования работающих на смежных i-й и i+1 - й операциях в течение периода времени Т, шт.;
ti, ti+1 - нормы времени на обработку одной детали на i-й и i+1-й смежных операциях, мин.
Условия взаимодействия смежных процессов в течение производственного цикла не остаются постоянными. В связи с предусмотренной производственной программой периодичностью загрузки различного оборудования меняется и величина межоперационных оборотных заделов. Для графического изображения динамики межоперационных заделов смежных процессов используются соответствующие эпюры движения заделов, перед построением которых необходимо выполнить расчеты величин Zi, i+1 с использованием вышеприведенной формулы. Результаты вычислений целесообразно свести в таблицу. В таблице 5.2 приведен пример расчета движения межоперационных заделов для нулевой схемы сборки изделия при n = 1.
Таблица 5.2 - Расчет движения межоперационных заделов
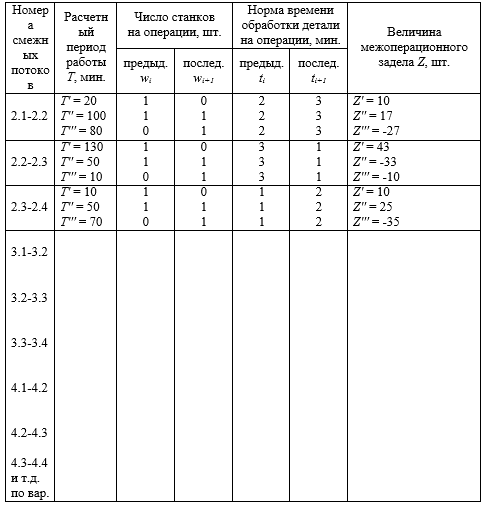
Нумерацию смежных потоков осуществляют в соответствии с вышеприведенной ведомостью (таблица 2.1).
Величины расчетных периодов Т могут быть определены графическим методом по плану-графику работ оптимизированного механосборочного производственного процесса (см. лист N1 графической части курсового проекта) и подтверждены расчетами с использование исходных данных (приложения Б,В).
Число станков (рабочих мест) на операции определяется предыдущими расчетами (см. таблицу 5.1 гр.6).
Нормы времени обработки одной детали на смежных операциях определяются по исходным данным (приложение В).
Графические построения эпюр движения межоперационных заделов следует выполнить непосредственно на сводном плане-графике работ оптимизированного механосборочного производственного процесса (лист N1 графической части курсового проекта). В качестве основания для каждой эпюры следует принять графическое изображение последующего из пары смежных операционных потоков. Рассчитанные величины межоперационных заделов на эпюрах следует откладывать в рационально выбранном масштабе на границах соответствующих расчетных периодов работы смежных операционных потоков.
Возрастание межоперационного задела на эпюре обозначается знаком (+), а его уменьшение – знаком (-). Площадь эпюры должна быть заштрихована вертикальными линиями. С целью усиления выразительности чертежа и облегчения его чтения, расположенные рядом или накладывающиеся друг на друга изображения эпюр рекомендуется вычерчивать различными цветами, обозначая теми же цветами относящиеся к ним цифры.
Образец построения эпюр движения межоперационных заделов для рассмотренного выше примера их расчета приведен на рисунке 5.1.